
En 2011, se promulgó la Ley de Modernización de la Inocuidad de los Alimentos (FSMA), marcando un cambio radical en la forma en que la FDA abordaría la inocuidad alimentaria a partir de entonces. Con la FSMA, la agencia dejó claro que la inocuidad debía ser una prioridad proactiva, no simplemente una respuesta reactiva.
Cuatro años después, se introdujeron los requisitos relacionados con los Individuos Calificados en Controles Preventivos (PCQI), lo que consolidó el marco normativo en torno a la misión establecida en la FSMA. Agrupadas bajo la sección Controles Preventivos para Alimentos de Consumo Humano (21 CFR Parte 117), estas regulaciones definieron el rol del PCQI, establecieron la obligación de contar con estos profesionales y delimitaron sus responsabilidades.
![Individuo Calificado en Controles Preventivos[P-C-Q-I]Sustantivo [Definition] Una persona capacitada o con experiencia en la aplicación de controles preventivos basados en riesgos para desarrollar e implementar un plan de inocuidad alimentaria conforme a las normativas de la FDA.](https://blog.aibinternational.com/hs-fs/hubfs/Blog%20Post%20Pictures/In-Blog%20Images/aib-international-pcqi-definition-regulatory-requirements_spanish.png?width=780&height=229&name=aib-international-pcqi-definition-regulatory-requirements_spanish.png)
El camino hacia el establecimiento de estas reglas fue largo y complejo. Sin embargo, la forma en que los productores de alimentos integran a los PCQI en sus operaciones puede marcar la diferencia entre simplemente cumplir un requisito y convertirlos en un activo estratégico que impulse el crecimiento. En este blog, examinamos brevemente la evolución del rol del PCQI y cómo aprovechar su potencial para fortalecer las operaciones de manufactura.
El Camino hacia los Requisitos Regulatorios del PCQI
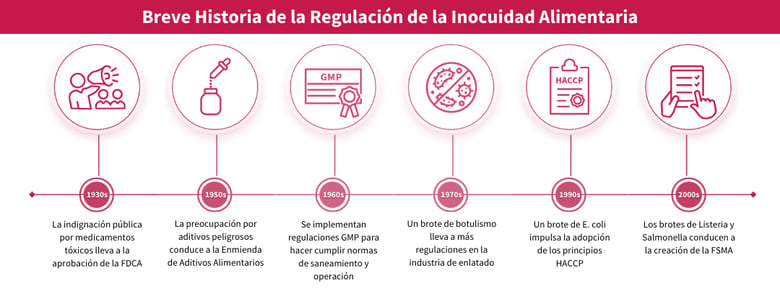
La historia de la inocuidad alimentaria moderna comienza mucho antes de la FSMA. En 1906, la publicación de La jungla de Upton Sinclair sacudió la industria alimentaria y la opinión pública. Tras pasar dos meses infiltrado en plantas empacadoras de carne en Chicago, Sinclair reveló prácticas insalubres que llevaron rápidamente a la promulgación de la Ley de Inspección de la Carne y la Ley de Alimentos y Medicamentos Puros, estableciendo la primera supervisión e inspección a nivel nacional de las instalaciones de producción de alimentos.
- Década de 1930: Medicamentos tóxicos generan protestas públicas, lo que conduce a la Ley Federal de Alimentos, Medicamentos y Cosméticos (FDCA).
- Década de 1950: Se aprueba la Enmienda de Aditivos Alimentarios de 1958 ante preocupaciones crecientes sobre aditivos alimentarios peligrosos.
- Década de 1960: Se implementan las Buenas Prácticas de Manufactura (GMP) para abarcar las instalaciones alimentarias, estableciendo normas de saneamiento y operación exigibles por ley.
- Década de 1970: Brotes de Botulismo impulsan la regulación de la industria de enlatado, estableciendo requisitos estrictos de registro y exigiendo que todo el enlatado se realice bajo la supervisión de personal capacitado.
- Década de 1990: El brote de E. coli en Jack in the Box, uno de los incidentes de inocuidad alimentaria más graves en años, impulsa la adopción de los principios HACCP.
- Década de 2000: Brotes de Listeria y Salmonella de alto perfil impulsan la creación y aprobación de la FSMA.
A lo largo de esta historia, las reformas normativas suelen haber sido reactivas, motivadas por crisis de salud y seguridad pública. Un brote generaba indignación pública, lo que provocaba la aprobación de una ley y la implementación de nuevas normas diseñadas para abordar la causa del incidente más reciente.
El objetivo de la FSMA y de los requisitos regulatorios del PCQI era romper con este patrón. Al centrarse en los controles preventivos, la FDA buscaba evitar el próximo brote o incidente, en lugar de limitarse a responder al más reciente.
Las Dos Caras de los Roles del PCQI
Según la FDA, el PCQI debe ser un experto que supervise las operaciones y elabore el plan de inocuidad alimentaria de la planta. Su formación rigurosa les permite evaluar instalaciones y procesos, identificar peligros y aplicar medidas preventivas antes de que surjan incidentes.
Para muchos fabricantes de alimentos, eso es exactamente lo que son: expertos en planta que conocen las regulaciones y garantizan que todo funcione sin contratiempos. Pero para los fabricantes más exitosos, los PCQI representan mucho más. En las mejores empresas, los PCQI actúan como los estrategas de la planta: son capaces de evaluar situaciones rápidamente, ajustar el rumbo en el momento necesario y liderar la implementación de cambios a nivel operativo para lograr mejoras significativas y mejores resultados.
La diferencia es sutil, pero crucial: algunos cumplen por obligación; otros lideran con visión estratégica. Y los resultados son evidentes. Las empresas que consideran la inocuidad como un simple requisito enfrentan mayores costos y más incidentes. En cambio, las que la tratan como un activo estratégico mejoran la productividad, reducen riesgos y elevan el entorno laboral.
Reimaginar el Rol del PCQI
Convertir el puesto de PCQI en una ventaja para el negocio requiere trabajo constante y un nuevo enfoque hacia la inocuidad alimentaria, empezando por replantear el rol del PCQI dentro de su planta. De manera aún más fundamental, implica reconocer que la inocuidad alimentaria no es un sistema que se superpone a la producción de alimentos: es la producción de alimentos.
La inocuidad es esencial en cada etapa del proceso, desde el momento en que alguien ingresa a la instalación hasta que el producto terminado es despachado. Los PCQI tienen visibilidad sobre todo ese recorrido. Las empresas que comprenden esto se abren a aprovechar un recurso humano altamente capacitado, que puede hacer que cada paso de ese proceso sea más seguro y más eficiente.
Instructor, Facilitador y Entrenador
Capacitar al personal en una planta de producción de alimentos es una tarea compleja y, a menudo, costosa. Sin embargo, hacerlo de forma incorrecta puede salir aún más caro, lo que refuerza la importancia de apoyarse en el equipo de inocuidad alimentaria con certificación PCQI.
Los PCQI, gracias a su profundo conocimiento de los procesos y regulaciones de inocuidad alimentaria, así como a su formación para comunicar eficazmente esta información, son un excelente complemento para su equipo de capacitación y formación. Su base de conocimientos puede ayudarle a desarrollar o perfeccionar los programas de entrenamiento existentes y a transferirlos con éxito a otros miembros del equipo. Además, su familiaridad con la documentación exigida por la FSMA garantiza que los registros de capacitación se mantengan adecuadamente, lo que respalda tanto la preparación para auditorías como el cumplimiento normativo.
Mejora de Procesos Más Allá de la Inocuidad
El diseño e implementación de procesos y procedimientos constituye una parte fundamental de la capacitación que se requiere para cumplir con los requisitos regulatorios y obtener la calificación como PCQI. Sin embargo, esas mismas habilidades van mucho más allá del análisis de procesos de inocuidad alimentaria. Al trabajar en conjunto con ingenieros de procesos de manufactura, los PCQI pueden aportar una gran variedad de sugerencias en aspectos como el diseño y construcción de instalaciones, la ubicación y disposición del equipo, los criterios de compra y las operaciones en general.
Los conocimientos del PCQI no se limitan al análisis de riesgos o puntos críticos de control. Al colaborar con ingenieros de procesos, pueden ofrecer mejoras en diseño de planta, disposición de equipos, compras, y operaciones generales
Supervisión y Seguridad
Si bien la responsabilidad principal de los PCQI es garantizar el cumplimiento de la norma de controles preventivos de la FSMA, su formación los prepara para mucho más. Los PCQI deben tener una gran atención al detalle —una habilidad clave para mantener la producción de alimentos libre de contaminación—, pero esa misma habilidad también puede aprovecharse para mejorar la seguridad general en la planta, desde la prevención de adulteración intencional y la detección de infiltraciones por actores malintencionados, hasta la identificación de riesgos comunes en el lugar de trabajo.
Utilizar a los PCQI como apoyo en la defensa alimentaria es algo esencial, pero aprovecharlos también como un par de ojos adicional en temas de seguridad ocupacional o para detectar posibles fraudes alimentarios los convierte en un recurso aún más valioso. Asimismo, pueden colaborar de forma transversal con los equipos de seguridad, recursos humanos o protección corporativa para asegurar una gestión de riesgos integrada en toda la instalación. Todas estas funciones se alinean de manera natural con las competencias que desarrolla la formación como PCQI, al tiempo que reducen el riesgo y la responsabilidad para la empresa y mejoran los resultados operativos.
Más Que una Lista de Verificación
Tener un PCQI solo para cumplir con la FDA es como tener una navaja suiza y usar solo la lima de uñas. La formación de estos profesionales va mucho más allá de armar un plan de inocuidad. Si no se aprovechan sus capacidades, se desperdicia una oportunidad valiosa. Y a medida que evoluciona el rol del PCQI, más empresas se darán cuenta: contar con uno en el equipo no es solo un requisito — es una ventaja competitiva.
Para conocer más sobre cómo aprovechar al máximo a sus PCQI, considere estas cuatro preguntas que puede hacerles para confirmar que su programa de inocuidad alimentaria cumple con los estándares esperados.